



















 JOURNAL 最新ニュース
JOURNAL 最新ニュース
【人とくるまのテクノロジー展2025横浜】SFA(Sequence Freezing Arc Welding)を採用したトヨタGRヤリスのホワイトボディが展示
安川電機と共同開発しロールケージ制作期間を2~3週間から3日へ短縮、ボディ剛性向上にも寄与
2025/05/30
2025年5月21~23日にパシフィコ横浜で開催された自動車技術の展示会「人とくるまのテクノロジー展2025 YOKOHAMA」(主催:自動車技術会)では、自動車技術会モータースポーツ部門委員会による「モータースポーツ展示」が実施。
トヨタのBセグメント(コンパクト)カー「ヤリス」をベースとしたモータースポーツ参戦向けスポーツモデル「GRヤリス」のスーパー耐久シリーズ(S耐)参戦車両に採用されている、SFA(Sequence Freezing Arc Welding)技術を用いた強化ボディが展示された。

SFAが用いられたトヨタGRヤリスのホワイトボディ・フロントまわり
SFAとは、鋼材に熱を入れすぎて歪みが生じないよう、ロボット溶接機が人手よりも時間の間隔を空けながら溶接する、アーク溶接の工法。トヨタガズーレーシングと安川電機との共同開発によって技術が確立された。
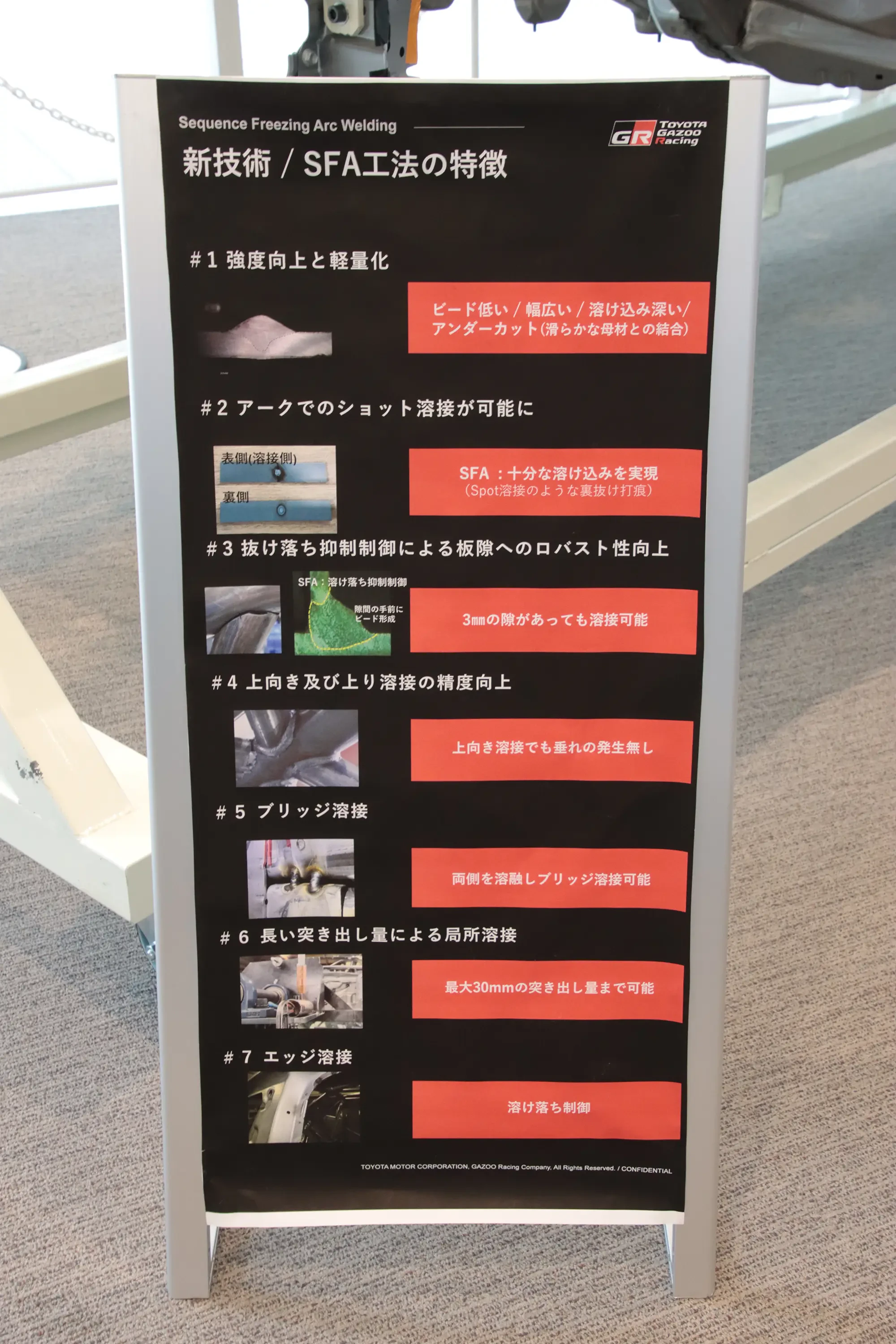
SFAの主な特徴
SFAを用いれば、ビードが低く幅広くなるため約25%の軽量化が可能なうえ、母材の溶け込みも深くなることで溶接部強度が10~25%アップ。

SFAで溶接されたドア開口部付近のロールケージ。ビードが低く幅広く、仕上がりも綺麗なのが見て取れる
また、スポット溶接のような点でのアーク溶接(ショット溶接)や、3mmの隙間の溶接、さらには1回1回凝固させながら溶接しており溶金が自重で垂れないため、上向きや上り/下り溶接も可能になった。
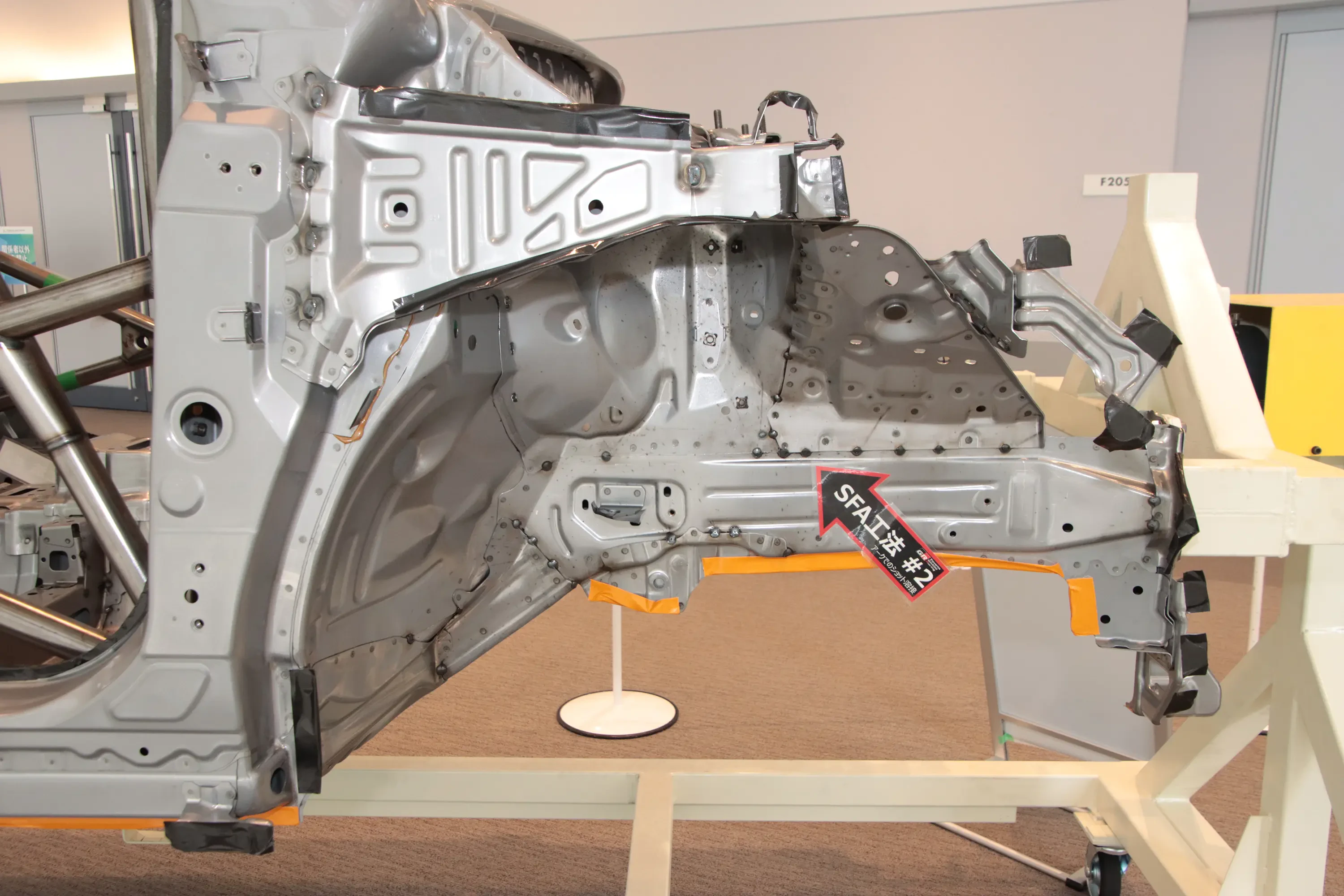
アークでのショット溶接により剛性アップが図られたフロントサイドメンバー~フロントサスペンション取付部

従来は困難だった車体上部へのロールケージ上向きや上り/下り溶接もSFAでは可能に
そのほか、両側を溶融するブリッジ溶接、最大30mmの突き出し量まで可能な局所溶接、直角な2つの金属部品を三角形の溶接でつなぐエッジ溶接にも対応している。

エッジ溶接が施されたセンターピラー・ドア開口部側
これに、ロールケージの3分割モジュール化も行うことで、従来は熟練の職人の手でも2~3週間を要していたロールケージ制作期間を、3日へと大幅に短縮。モータースポーツで車両が全損し、ロールケージの新造が必要になった場合に、開催スケジュールがタイトなWRC(世界ラリー選手権)などでも次のラウンドに間に合わせることが可能となった。
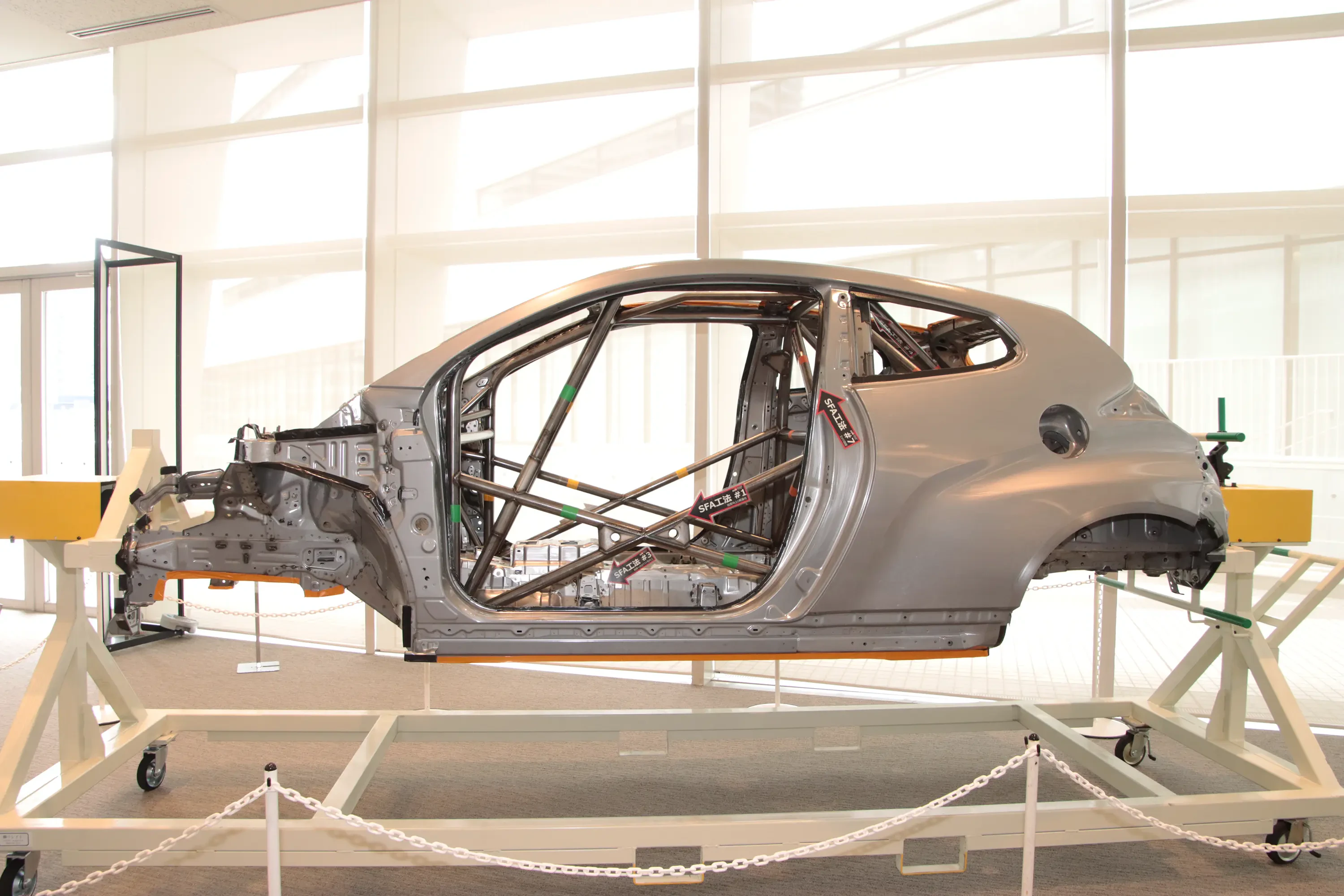
SFAが用いられたトヨタGRヤリスのホワイトボディ・側面
そして、このSFAを用いることで、ボディ剛性も大幅に向上するほか、ロールケージなどの製造コスト削減も期待できる。ただし、ボディのわずかな誤差に合わせた高精度なロールケージ制作には、熟練の溶接技術者の手が必要だという。

SFAが用いられたトヨタGRヤリスのホワイトボディ・リヤまわり
(文・写真=遠藤正賢 図=トヨタ自動車)
あなたにおすすめの記事
-
連載30周年を迎えた頭文字Dが、麻婆豆腐発祥の店として知られる「陳麻婆豆腐」と異色コラボ
2026/07/16
-
【8月末まで期間限定、施工動画付き】修理の満足度をさらに高める車内ニオイ対策!イチネンケミカルズの「エアコン リフレッシュセール」実施中
2026/07/15
-
BSR誌面連動企画 『進化する非電流引き出し鈑金』 第5回
2026/07/15
-

日本ペイント、「nax E-CUBE WBX」を発売
2026/07/15
-
【決定版】令和7年度交通の動向・令和8年度交通施策より自動車整備・鈑金塗装の2026年政策動向と対策を考える
2026/07/15
-
【車業界版・今日は何の日】7月15日は「○○○が世界初公開された日」!現場で使える顧客トークネタ
2026/07/15