

















 JOURNAL 最新ニュース
JOURNAL 最新ニュース
100点満点の美しさ! 作業時間を1/5に短縮する極意は溶接にあり
2026/06/05
クォーターパネルやロッカーパネルのカット交換。鈑金塗装工場の現場において、この接合・溶接作業は技術者の腕が最も試される工程の1つだ。今回は、車体整備の技術を競うカーメーカー主催のコンクールで100点満点を獲得した鈑金野郎こと加納貴志氏(LASTHOPE スーパーバイザー)の見事な接合パネルの実例を交えながら、「なぜ溶接は精緻な作業が求められるのか」という話題に迫る。
●冶金的接合(=溶接)の特徴
母材同士の一部を溶かして一体化する接合方法。水密性や気密性が良く、重量の増加も少ないが、接着剤やノリによる化学的接合や小道具を使って物理的につなぐ機械的接合に比べると、ある程度の技術が必要となる。また、一度接合すると元に戻すのは難しい。
今回は「プラグ溶接」と「突き合わせ溶接」の事例を紹介する。
●現場を悩ませる「パネル接合」の難しさ
薄板パネルの溶接において、現場の技術者を常に悩ませるのは「熱による歪み」と「すき間・段差の処理」だ。実際に多くの現場から、以下のような例が報告されている。
- 事例1:すき間の開き過ぎによる「過大入熱と歪み」
カットやフィッティングの精度が甘く、パネル間にすき間(たとえば3mm以上)が空いてしまうと、溶接時にその隙間を埋めるために必要以上の熱を加えることになる。これが大きな熱歪みや変形を引き起こし、後工程の修正を困難する。 - 事例2:溶接後の「段差修正と強度の両立」
溶接跡の見た目を整えるため、サンダーで削ることがあるが、溶接の溶け込みが浅い状態などで深く削りすぎると、強度が落ちてパネルがちぎれる原因となる。形を整えることと、十分な強度を残すことのバランスが必要だ。
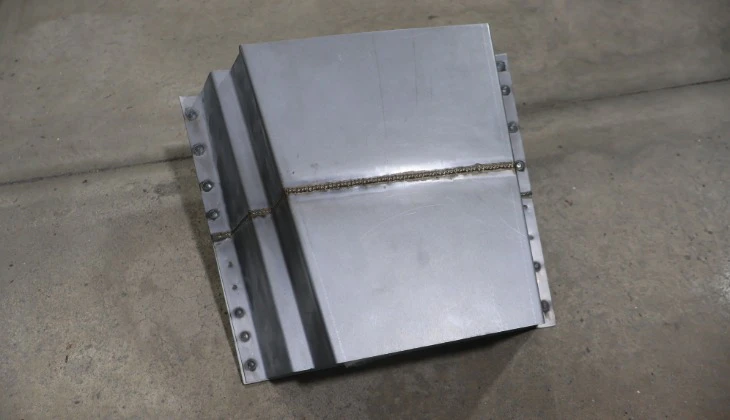
●【加納氏の実例】この溶接パネルの何が「凄い」のか?
上記を踏まえた上で、加納氏から提供された接合パネルの写真を見ると、その技術の高さがわかる。
- 熱歪みを一切感じさせない「完全な平面」
薄板の突き合わせ溶接をこれほど長く行っているにも関わらず、パネル面が全く波打っていない。徹底した入熱コントロール(熱溜まりを作らない点付けの反復など)が行われている証拠だ。
- 均一で緻密な溶接ビードと精緻なフィッティング
中央の溶接ビードが極めて等間隔かつ細かく打たれてる。また、左右のフランジ部分のプラグ溶接のピッチも美しく均等だ。カットの段階からすき間ゼロの「面一(ツライチ)」で合わされており、無理にドライバー等でこじって合わせた形跡が一切ない。
●なぜ溶接は精緻な作業が求められるのか?
きれいに接合するとパテが少なくて済み、研ぎや盛りの作業時間が1/5で済む。だからこそ溶接に力を入れた方が良いのだ。
「パテ地獄」からの脱却による劇的な時短
溶接で歪みや段差を作ってしまうと、それを隠すために広範囲に厚くパテを盛る必要がある。「パテを盛る → 乾燥させる → 粉塵にまみれて研ぐ → 足りなくてまた盛る」というループが、鈑金作業の時間を大きく奪う。溶接で面が出ていれば、パテは極薄く最小限で済むため、トータルの作業時間が劇的に短縮されるのだ。
品質の安定と圧倒的な高耐久性
パテの量が少ないとは、後々の「パテ痩せ」や「ひび割れ」といったトラブルリスクを根本から排除できるということだ。
●最後に…
コンクールで100点を獲得するほどの美しい溶接は、単なる「見た目の自己満足」ではない。「溶接(土台作り)に徹底的にこだわることこそが、結果として最高の品質を生み出し、作業効率を最大化する」という、プロフェッショナルとしての合理的な最適解だ。
<関連記事>
鈑金野郎主催の軽鈑金講習レポート 【第1弾】